Reka bentuk acuan gear, terutamanya untuk gear plastik, berbeza dengan reka bentuk acuan tradisional. Parameter utama seperti ketebalan gigi (panjang arka di antara dua sisi gigi gear), modul (parameter mengukur saiz gear), dan sudut tekanan (sudut akut antara arah daya dan arah gerakan, tidak termasuk geseran) memerlukan pelarasan berdasarkan data empirikal.
Tidak seperti proses lain, acuan gear tidak boleh diproses secara langsung berdasarkan kadar pengecutan. Pengilang gear profesional dan gearbox, memanfaatkan pengalaman jangka panjang dan kerjasama dengan syarikat perisian komputer, telah membangunkan perisian khusus untuk mengira parameter rongga acuan gear. Perisian ini secara langsung dapat menghasilkan parameter dan profil gear, membantu pengubahsuaian gear dan meningkatkan ketepatan gigi. Mari kita menyelidiki selok -belok reka bentuk acuan gear plastik.
Reka bentuk rongga untuk acuan gear plastik
Merancang rongga untuk acuan gear plastik selalu menjadi cabaran teknikal dalam industri acuan, terutamanya disebabkan oleh dua sebab:
1. Ketepatan dalam kadar pengecutan plastik:
Semasa proses pencetakan gear plastik, granul plastik berubah menjadi keadaan cair di bawah panas yang tinggi dan kemudian sejuk untuk membentuk gear plastik pepejal. Kadar pengecutan plastik semasa proses ini adalah nilai julat, menjadikannya sukar untuk menentukan kadar pengecutan yang tepat.
2. Pengiraan pengecutan bukan linear untuk rongga acuan:
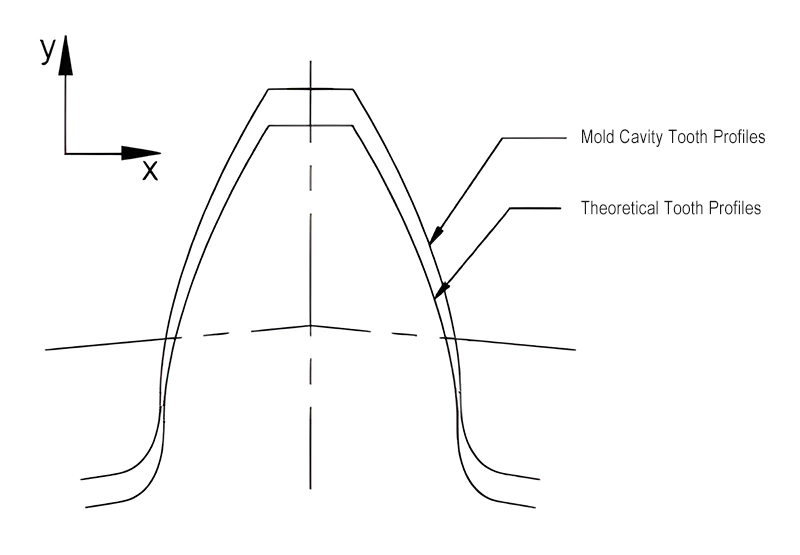
Untuk melibatkan acuan gear plastik modul kecil, rongga acuan pada dasarnya mewakili gear khayalan. Gear khayalan ini berbeza dari kedua -dua gear beralih dan gear dalaman. Selepas pengecutan, ia menjadi gear plastik yang dikehendaki. Pengecutan pada profil gigi yang melibatkan gear khayalan ini tidak seragam seperti pengecutan isotropik yang dilihat di bahagian plastik umum. Pada satah gear, pengecutan dalam arah X dan Y adalah tidak sama rata, yang membawa kepada pengecutan bukan linear, seperti yang ditunjukkan dalam Rajah 1. Ini tidak linear dengan ketara meningkatkan kerumitan merancang rongga acuan gear plastik yang melibatkan.
Cara yang betul untuk merancang rongga acuan gear
Menghadapi cabaran teknikal ini, menggunakan kaedah pengecutan isotropik untuk mereka bentuk rongga acuan sering menghasilkan hasil suboptimal. Berdasarkan tahun pengalaman praktikal dan anggaran tepat kadar pengecutan plastik, kami mengesyorkan menggunakan kaedah modul berubah -ubah untuk reka bentuk teori rongga acuan gear, diikuti dengan pembetulan profil gigi untuk memastikan ketepatan dan rasionalitas rongga acuan.
Kaedah modul yang berubah-ubah menganggap bahawa semasa pelbagai peringkat pemprosesan, diameter bulatan asas, diameter bulatan padang, diameter bulatan tambahan, dan diameter bulatan dedendum gear tetap konsisten, menaikkan atau turun secara proporsional, sama dengan perubahan dimensi radial dalam bahagian-bahagian lengan yang mudah. Untuk bulatan padang gear, seperti yang ditentukan oleh formula d=mz, ia hanya bergantung pada modul m dan bilangan gigi z.
Oleh kerana bilangan gigi pada gear tertentu adalah malar, kita boleh mempertimbangkan perubahan diameter bulatan padang semasa pemprosesan sebagai perubahan dalam modul. Prinsip ini menunjukkan bahawa ruang yang dikelilingi oleh rongga acuan gear plastik adalah gear khayalan dengan bilangan gigi dan sudut tekanan yang berterusan, dengan alurnya membentuk profil gigi rongga.
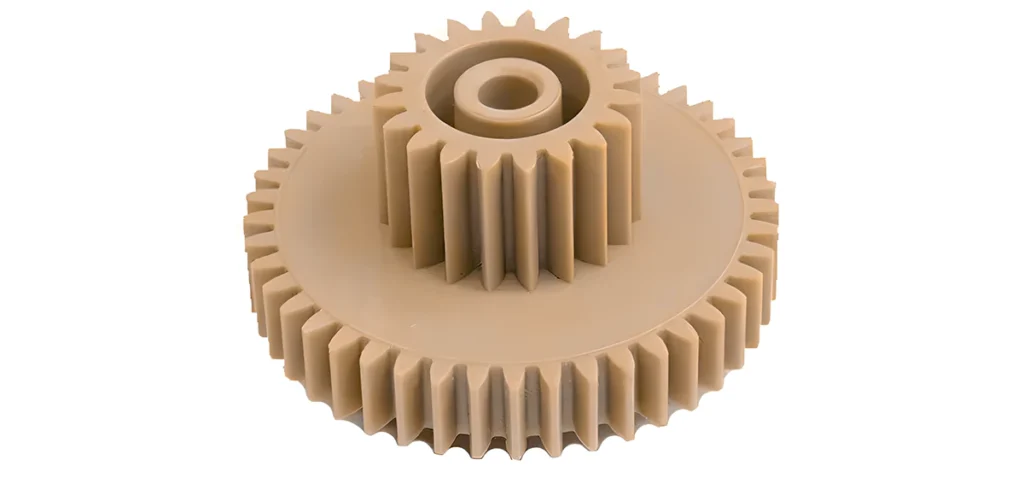
Kita boleh mengira modul gear khayalan ini menggunakan kaedah berkadar. Formula untuk pengiraan ini adalah m '= (1 + η%) m. Dalam formula ini, M 'mewakili modul profil gigi rongga acuan, M adalah modul teoretikal gear yang direka, dan η% adalah kadar pengecutan plastik. Dengan menggantikan modul m 'ke dalam formula pengiraan gear yang sepadan, gear yang dihasilkan mewakili gear khayalan rongga acuan. Amalan telah menunjukkan bahawa kaedah modul berubah-ubah secara berkesan menangani cabaran pengecutan bukan linear dalam profil gigi yang melibatkan, seperti yang ditunjukkan oleh produk rongga acuan yang ditunjukkan dalam Rajah 2.
Reka bentuk pintu untuk acuan gear plastik
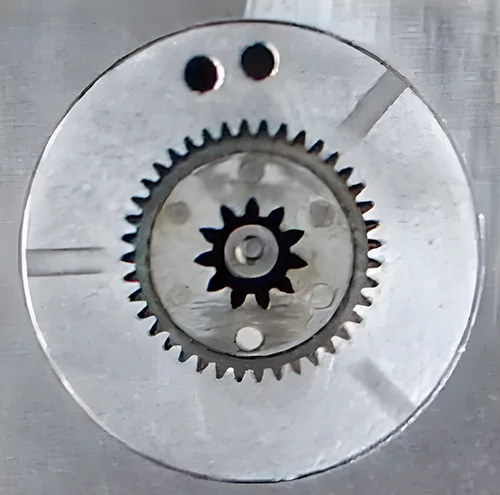
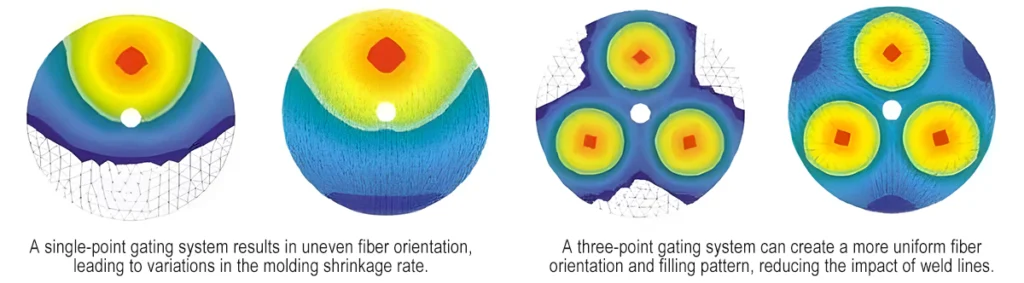
Dalam proses membentuk gear plastik, lokasi pintu gerbang memberi kesan besar kepada ketepatan gear, terutama larian radial mereka. Bentuk pengedaran pintu gerbang juga menjejaskan sifat mekanikal keseluruhan gear plastik. Apabila merancang pintu untuk acuan gear plastik, jika produk gear membenarkan, disyorkan untuk menggunakan sistem gating tiga mata. Sebaik -baiknya, ketiga -tiga titik ini harus terletak pada arka bulat yang sama dan diedarkan secara merata, seperti yang ditunjukkan dalam Rajah 3.
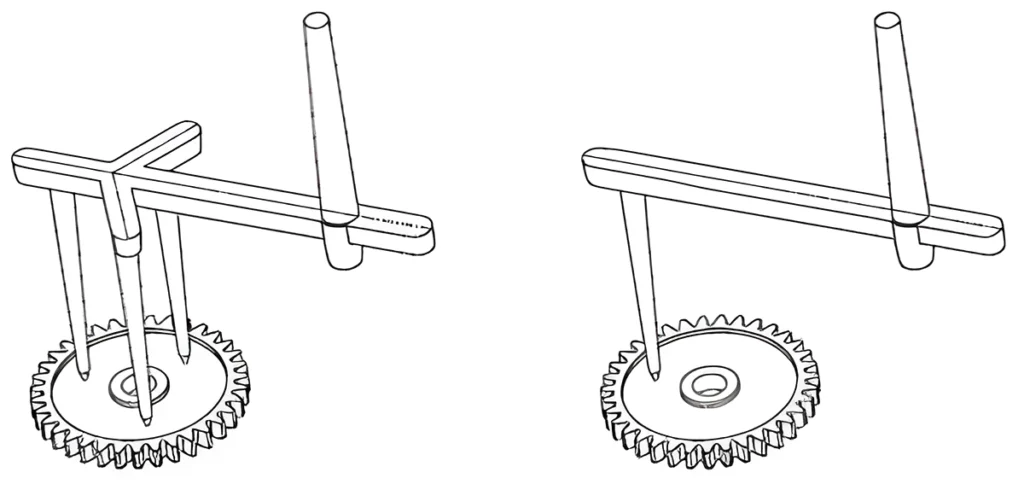
Menggunakan sistem gating seimbang tiga mata, cair plastik mengalir dari pintu-pintu, menumpuk di bahagian depan aliran untuk membentuk tiga garisan kimpalan. Di garisan kimpalan ini, orientasi serat cenderung selari dengan depan aliran. Dalam gear, ini mengakibatkan serat yang diedarkan secara radiasi di garisan kimpalan, sambil diedarkan secara rawak di bahagian lain gear. Ini mewujudkan kawasan pengecutan rendah di sepanjang garis kimpalan. Perbezaan orientasi serat antara garis kimpalan dan selebihnya gear kurang ketara daripada gear dengan pintu tunggal, yang membawa kepada ketepatan gear yang lebih tinggi. Rajah 4 menunjukkan perbandingan skematik orientasi serat dan corak pengisian apabila menggunakan pintu eksentrik tunggal berbanding pintu masuk tiga mata yang diedarkan secara merata.
Reka bentuk pembongkaran untuk acuan gear plastik
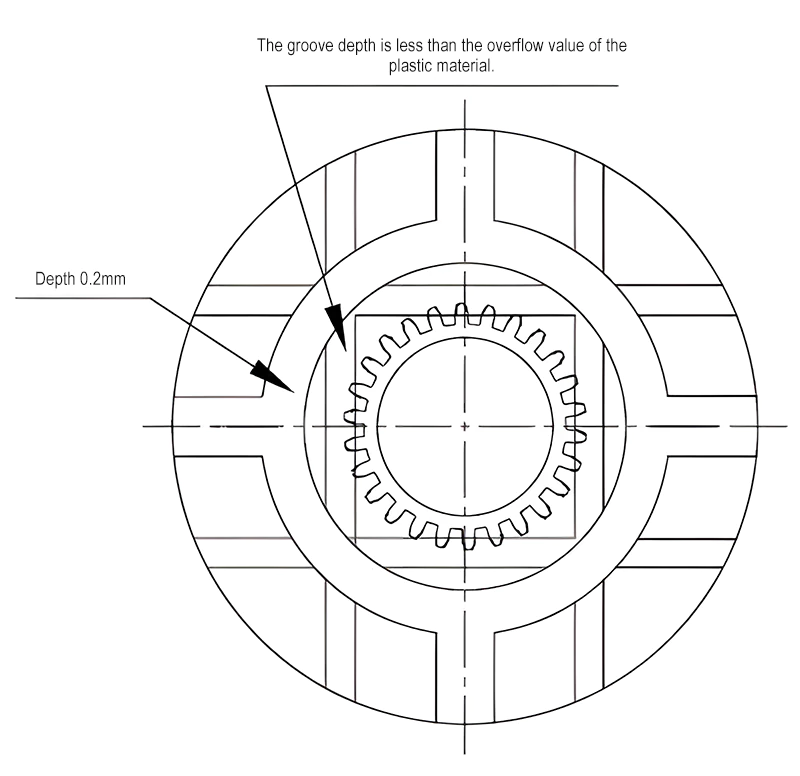
Pembuangan adalah aspek penting untuk dipertimbangkan dalam reka bentuk acuan plastik. Untuk acuan gear plastik, reka bentuk pembuangan pada permukaan gigi amat penting. Kami mesin kebanyakan permukaan acuan gear dengan mesin pengisaran. Proses ini memastikan permukaan ke permukaan yang baik. Walau bagaimanapun, ia cenderung menghasilkan pengisian yang tidak mencukupi di kawasan terakhir semasa proses suntikan. Untuk menghapuskan udara yang terperangkap, perlu membuat alur pembuangan pada permukaan gigi. Umumnya, reka bentuk alur pembuangan ini pada permukaan gigi adalah seperti yang ditunjukkan dalam Rajah 5.
Reka bentuk struktur acuan gear plastik
Memandangkan pengacuan suntikan gear plastik sering menggunakan pintu pintu, struktur acuan biasanya mengamalkan reka bentuk tiga plat. Rajah 6 menunjukkan gambarajah reka bentuk acuan gear, dan Rajah 7 memaparkan acuan gear sebenar. Prinsip kerja acuan gear adalah seperti berikut:
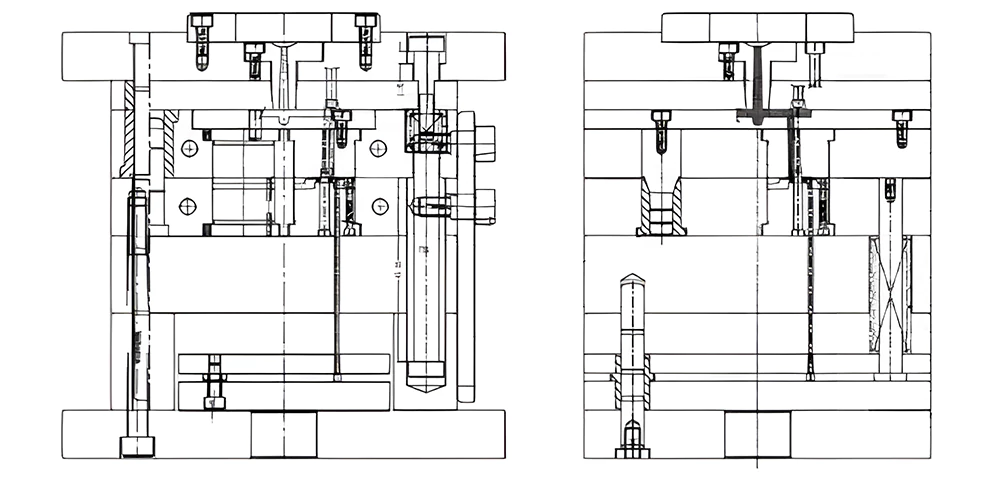
Setelah menyelesaikan tindakan pencetakan suntikan, bahagian acuan bergerak mula dibuka di bawah pemacu mesin pengacuan suntikan:
- Peringkat Pertama Pisah: Oleh kerana tindakan Spring 1, plat penari telanjang mula berpisah dari Plate A. Tindakan pin penarik sprue membetulkan saluran utama pada plat penari telanjang dan menyebabkan pintu masuk keluar dari produk.
- Peringkat keduaBerpisah: Selepas acuan dibuka 95mm, di bawah tindakan perhimpunan tie-bar, plat penari telanjang mula memisahkan dari faceplate, melepaskan saluran utama dari semak belukar.
- Peringkat ketigaBerpisah: Apabila acuan terus dibuka, di bawah tindakan pemasangan tie-bar, Plat A bermula dari Plate B. Selepas dibuka hingga 90mm, plat ejector mula bergerak, mengeluarkan produk. Semasa proses ini, jawatan panduan plat ejector digunakan untuk meningkatkan keseimbangan lekuk. Plat ejektor semula di bawah tindakan Spring 2. Ini melengkapkan keseluruhan tindakan pembukaan dan lekukan acuan.
Pembuatan acuan gear plastik
Dalam proses membentuk gear plastik, acuan gear adalah peralatan utama untuk membentuk gear plastik dan memastikan ketepatannya. Acuan gear plastik boleh dibahagikan kepada dua bahagian utama: rongga gear dan bingkai acuan. Rongga gear, yang juga dikenali sebagai cincin gear, adalah bahagian yang paling kritikal dan ketepatan dari keseluruhan proses pembuatan acuan gear.
1. Pemesinan rongga gear
Pemesinan rongga gear adalah kunci dalam pembuatan acuan gear plastik. Pencetakan gear plastik adalah satu bentuk pemprosesan 'replika'. Dalam proses ini, profil gigi rongga adalah templat cacat bentuk gigi gear. Oleh itu, penting untuk mengawal ketepatan dimensi dan kekasaran permukaan rongga. Adalah penting untuk mengelakkan kecacatan seperti burrs, eksentrik, dan calar permukaan. Oleh itu, proses pemesinan rongga gear yang ketat mesti diwujudkan untuk memastikan ketepatan pengeluaran rongga.
Terdapat empat kaedah untuk pemesinan rongga gear: pemotongan dawai, pemesinan pelepasan elektrik (EDM), elektroforming, dan pemutus aloi tembaga berilium. Setiap kaedah ini mempunyai kelebihan dan kekurangannya untuk rongga gear pemesinan. Pengilang biasanya menggunakan pemotongan dawai untuk melibatkan gear silinder lurus dan umumnya lebih suka EDM untuk gear heliks. Di samping itu, mereka boleh elektrod mesin yang digunakan untuk EDM rongga gear menggunakan pemotongan dawai. Untuk elektrod gear heliks dengan sudut helix kecil (kurang daripada atau sama dengan 6 darjah), pemotongan wayar masih boleh digunakan.
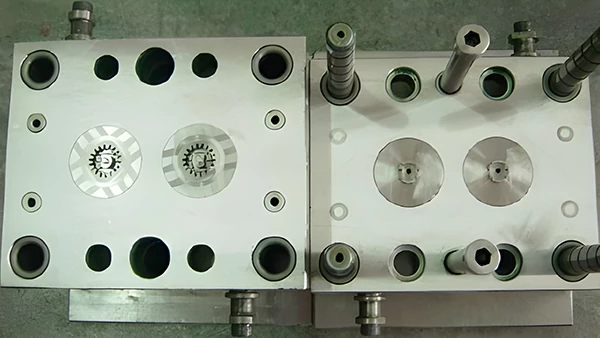
2. Pemesinan bingkai acuan
Bingkai acuan, yang juga dikenali sebagai asas acuan, adalah sebahagian daripada acuan gear. Proses pemesinan bingkai acuan adalah serupa dengan acuan suntikan plastik biasa. Oleh itu, artikel ini tidak akan menjelaskannya. Rajah 8 menunjukkan imej sebenar pemesinan bingkai acuan gear.